
The Conversation (0)
Sep. 09, 2020 08:47AM PST
FPX Nickel is pleased to announce it has received positive results from the 2020 Preliminary Economic Assessment for the Baptiste Project at its wholly-owned Decar Nickel District in central British Columbia.
FPX Nickel Corp. (TSXV:FPX) (“FPX Nickel” or the “Company”) is pleased to announce it has received positive results from the 2020 Preliminary Economic Assessment (“PEA”) for the Baptiste Project (“Baptiste” or the “Project”) at its wholly-owned Decar Nickel District in central British Columbia. The PEA was prepared in accordance with National Instrument 43-101 Standards of Disclosure for Mineral Projects (“NI 43-101”) by BBA Inc. of Montreal, Canada with work on mine planning and tailings by Stantec Inc. of Vancouver, Canada.
Production and Economic Highlights
- Mine life of 35 years and after-tax payback of 4.0 years
- After-tax net present value (“NPV”) (8%) of US$1.72 billion and internal rate of return (“IRR”) of 18.3%
- Average nickel production of 99 million lbs. per year
- Average C1 operating costs of US$2.74/lb nickel and all-in sustaining costs (“AISC”) of US$3.12/lb nickel
- Average US$481 million of annual earnings before royalties, taxes and depreciation
Cautionary Statement: The PEA is preliminary in nature and includes inferred mineral resources that are considered too speculative geologically to have the economic considerations applied to them that would enable them to be categorized as mineral reserves. Mineral resources are not mineral reserves and do not have demonstrated economic viability. There is no certainty that the conclusions or results as reported in the PEA will be realized.
“This PEA establishes Baptiste as a premier large-scale nickel project,” commented FPX Nickel’s President and CEO, Martin Turenne. “The Project has the potential to be a significant global nickel operation, with a multi-generational operating life and average annual production of 99 million pounds of contained nickel. Baptiste’s enormous scale, combined with low C1 operating costs of US$2.74/lb, has the potential to deliver robust operating margins throughout the nickel price cycle, generating average earnings (before royalties, taxes and depreciation) of US$481 million per year and an after-tax NPV of US$1.7 billion. With its proximity to zero-carbon hydroelectric power, the fact that its nickel product can bypass smelters for direct sale to end users, and the carbon-absorbing properties of Baptiste host rock, the Project is well positioned to address the growing market demand for environmentally sustainable nickel production.”
The Company has also identified a number of optimization opportunities to be investigated in the next phase of project development, including but not limited to:
- Potential suitability of Baptiste nickel products for the electric vehicle battery market
- Sale of by-product iron ore concentrate or pellets
- Additional drilling to expand the Baptiste Deposit, which remains open with strong grades at depth over the entire mineralized footprint
- Potential discovery of additional large-scale nickel deposits within the 245 square kilometre Decar Nickel District on three known targets, most notably at the Van target
- Ongoing research in collaboration with the University of British Columbia on the ability of Baptiste waste rock and tailings to naturally sequester atmospheric carbon dioxide (“CO2”)
With its lengthy mine life and rapid payback, Baptiste ranks favourably among global development-stage nickel projects, providing potential exposure to multiple cycles in the nickel market while efficiently repaying upfront capital. Figure 1 demonstrates the strategic value of Baptiste in comparison to other pre-production nickel projects, as expressed by its high ratio of projected mine life (35 years) to after-tax payback period (4 years).
Figure 1 – Comparison of Global Nickel Projects
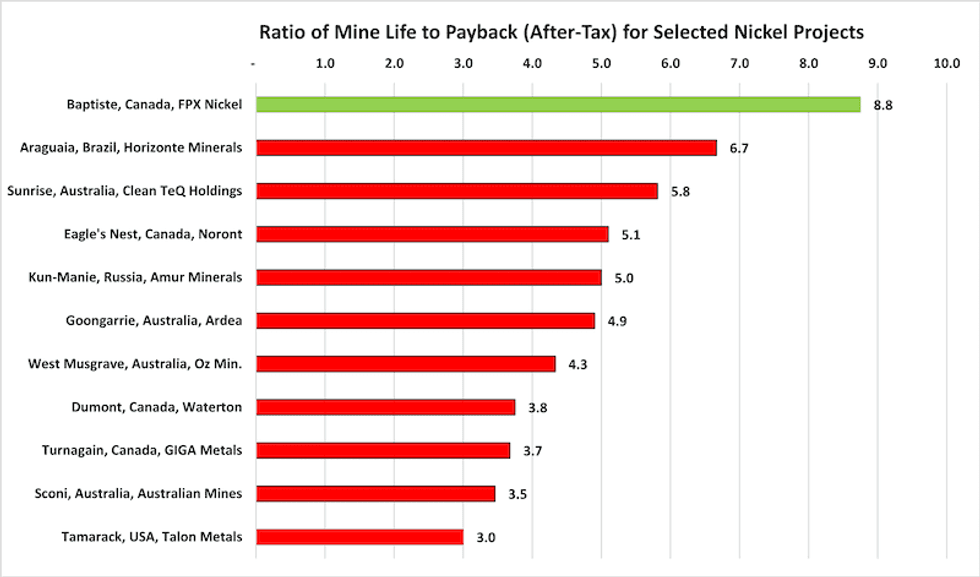
Source: Company economic studies; see Table 11 below.
Overview of PEA Results and Assumptions
The Baptiste PEA demonstrates the potential for establishing a greenfield open-pit mine and an on-site magnetic separation and flotation processing plant, using conventional technology and equipment. At a throughput rate of 120,000 tonnes per day (or 43.8 million tonnes per year), annual production is projected to average 99 million pounds nickel contained in ferronickel (“FeNi”) briquettes at C1 operating costs of US$2.74 per pound of nickel. It is anticipated that the Baptiste FeNi briquette will be sold directly to stainless steel producers and garner 98% of the London Metal Exchange (“LME”) nickel price, in line with payabilities earned by standard FeNi products in the global marketplace.
All amounts are in United States dollars unless otherwise specified; table totals may not sum due to rounding.
Table 1 – Baptiste Project PEA Results and Assumptions (all in US$)
| Results | |
| Pre-tax NPV (8% discount rate) | $2.93 billion |
| Pre-tax IRR | 22.5% |
| Payback period (pre-tax) | 3.5 years |
| After-tax NPV (8% discount rate) | $1.72 billion |
| After-tax IRR | 18.3% |
| Payback period (after-tax) | 4.0 years |
| Net cash flows (after-tax, undiscounted) | $8.73 billion |
| C1 operating costs 1 | $2.74/lb nickel |
| AISC costs 2 | $3.12/lb nickel |
| Assumptions | |
| Processing throughput | 120,000 tonnes per day |
| Mine life | 35 years |
| Life-of-mine stripping ratio (tonnes:tonnes) | 0.40:1 |
| Life-of-mine average annual nickel production | 99 million lbs. |
| Nickel price 3 | $7.75/lb |
| Baptiste product payability (% of nickel price) | 98% |
| Pre-production capital expenditures | $1.67 billion |
| Sustaining capital expenditures | $1.11 billion |
| Exchange rate | 0.76 US$/C$ |
- C1 operating costs are the costs of mining, milling and concentrating, on-site administration and general expenses, metal product treatment charges, and freight and marketing costs less the net value of by-product credits, if any. These are expressed on the basis of per unit nickel content of the sold product.
- AISC of all-in sustaining costs comprise the sum of C1 costs, sustaining capital, royalties and closure expenses. These are expressed on the basis of per unit nickel content of the sold product.
- Nickel price based on the average of six long-term analyst forecast prices.
Capital Costs
The total pre-production capital costs, including direct costs, indirect costs and contingency was estimated at $1.67 billion. This represents the pre-production capital expenditure required to support start-up of operations in year 1. The capital cost related to the implementation of in-pit tailings deposition in year 22 was estimated at $103 million. This is the capital expenditure specifically required to allow for finer primary grinding (resulting in improved nickel recovery) and for pumping tailings to the mined-out pits for in-pit deposition, and other associated costs (see further discussion under Metallurgy and Mineral Processing and Tailings Management below). Sustaining capital costs (which excludes the capital cost related to the implementation of finer primary grinding and in-pit deposition) were estimated at $1.01 billion. These costs include items such as mine equipment fleet additions and replacements, facilities additions and improvements and costs relating to tailings storage facility and surface water management which are incurred over the life-of-mine (“LOM”).
Table 2 – Capital Costs
| Category | Pre-Production US$ million | In-Pit Tailings Deposition (Year 21) US$ million | Sustaining US$ million | Total LOM US$ million | ||
| Direct Costs | ||||||
| Mobile Equipment | $155 | – | $354 | $509 | ||
| Tailings | $138 | $15 | $534 | $687 | ||
| Mine and tailings site preparation | $96 | – | $90 | $186 | ||
| Mineral processing | $610 | $88 | $18 | $717 | ||
| Off-site infrastructure | $64 | – | – | $64 | ||
| On-site infrastructure | $66 | – | $7 | $73 | ||
| Total direct costs | $1,129 | $103 | $1,003 | $2,235 | ||
| Indirect costs | $292 | – | $8 | $300 | ||
| Contingency | $254 | – | – | $254 | ||
| Total project capital costs | $1,675 | $103 | $1,012 | $2,789 | ||
Operating Costs
Table 3 presents a summary of the estimated average operating costs for the initial Phase 1 (Years 1 to 21), Phase 2 (Years 22 to 35, during which period the Project will adopt finer primary grinding and in-pit tailings deposition) and for the life-of-mine, expressed in US$/tonne of dry material processed (milled).
Table 3 – Total Estimated Phase and Average LOM Operating Costs (US$/t milled)
| Estimated average LOM operating costs | Phase 1 (Years 1-21) | Phase 2 (Years 22-35) | Average (LOM) | |||
| Mining | $2.28 | $2.66 | $2.43 | |||
| Mineral processing | $2.71 | $2.91 | $2.79 | |||
| Product transport | $0.19 | $0.18 | $0.19 | |||
| Rail terminal and access road | $0.05 | $0.05 | $0.05 | |||
| General site services | $0.62 | $0.62 | $0.62 | |||
| General and administration | $0.25 | $0.25 | $0.25 | |||
| Total operating costs | $6.09 | $6.66 | $6.32 | |||
Table 4 presents estimated phase and average LOM operating costs stated on a per unit of nickel production basis.
Table 4 – C1 costs and AISC costs (US$/lb nickel)
| Phase 1 (Years 1-21) | Phase 2 (Years 22-35) | Average (LOM) | ||||
| C1 costs | $2.61 | $2.94 | $2.74 | |||
| AISC costs | $3.13 | $3.11 | $3.12 | |||
Mineral Resource Estimate
The PEA incorporates an updated 2020 resource estimate for the Baptiste Deposit including all data from the 83 surface drillholes completed since 2010 and 2,053 samples from a re-sampling program of 2010/2011 drill core that was carried out in 2012. The estimate is geologically constrained within four mineralized domains and is reasonably comparable among different estimation methods (i.e., ordinary kriging, inverse distance squared weighting, nearest neighbour).
The 2020 resource model comprises a large, delta shaped volume that measures approximately 3.0 km in length and 150 to 1,080 m in width and extends to a depth of 540 m below the surface. The Baptiste Deposit remains open at depth over the entire system and is covered by an average of 12 metres of overburden.
Table 5: 2020 Baptiste Deposit Pit-Constrained Mineral Resource Estimate *
| Category | Tonnes (000’s) | Davis Tube Recoverable (“DTR”) Nickel Content | ||
| % Ni | Tonnes Ni | Pounds Ni (000’s) | ||
| Indicated | 1,995,873 | 0.122 | 2,434,965 | 5,368,173 |
| Inferred | 592,890 | 0.114 | 675,895 | 1,490,092 |
* See Notes for Tables 5 and 6 below.
Table 6: 2020 Baptiste Deposit Block Model Tonnage and Grades Reported at a Range of Cut-off Grades (Base Case 0.06% DTR Ni) *
| Cut-off Grade (DTR Ni %) | Indicated | Inferred | ||
| Tonnes (000’s) | DTR Ni Grade (%) | Tonnes (000’s) | DTR Ni Grade (%) | |
| 0.02 | 2,076,969 | 0.119 | 750,633 | 0.098 |
| 0.04 | 2,055,578 | 0.120 | 659,900 | 0.107 |
| 0.06 | 1,995,873 | 0.122 | 592,890 | 0.114 |
| 0.08 | 1,871,412 | 0.126 | 499,993 | 0.122 |
| 0.10 | 1,617,364 | 0.131 | 399,801 | 0.130 |
* Notes for Tables 5 and 6:
- Updated mineral resource estimate prepared by GeoSim Services Inc. using ordinary kriging with an effective date of September 9, 2020.
- Davis Tube magnetically-recovered (“DTR”) nickel is the nickel content recovered by magnetic separation using a Davis Tube, followed by fusion XRF to determine the nickel content of the magnetic fraction; in effect a mini-scale metallurgical test. The Davis tube method is the global, industry standard metallurgical testing apparatus for recovery of magnetic minerals.
- Indicated mineral resources are drilled on approximate 200 x 200 metre drill spacing and confined to mineralized lithologic domains. Inferred mineral resources are drilled on approximate 300 x 300 metre drill spacing.
- An optimized pit shell was generated using the following assumptions: US$6.35 per pound nickel price; a 45° pit slope; assumed mining recovery of 97% DTR Ni and process recovery of 85% DTR Ni, an exchange rate of $1.00 CAN = $0.76 US; and mining costs of US$2.75 per tonne, processing costs of US$4.00 per tonne. A US$1.00 per tonne minimum profit was also imposed to exclude material close to the break-even cut-off.
- A base case cut-off grade of 0.06% DTR Ni represents an in-situ metal value of approximately US$7.00 per tonne which is believed to provide a reasonable margin over operating and sustaining costs for open-pit mining and processing.
- Totals may not sum due to rounding.
- Mineral resources are not mineral reserves and do not have demonstrated economic viability.
Mining
The PEA mine plan is based on the mineral resource estimate and its underlying geological block model. The mine plan envisions a three-phased open pit mine development, with the Phase 1 pit covering the first 21 years of mine life. During this phase, tailings will be deposited in an external tailings storage facility (“TSF”). The Phase 2 and 3 pits expand laterally towards the northwest and northeast from the Phase 1 pit, providing mill feed for years 22 to 35, allowing tailings to be placed in the mined-out Phase 1 pit. A pit rim dam will be constructed in year 25 to allow access from the phase 3 pit to the plant and to accommodate the additional tailings that will be stored in the Phase 1 and Phase 2 pits after they are mined out.
Mining will be conducted using conventional truck and shovel methods. Large-scale open pit mining will provide the mineral processing plant feed at a rate of 120,000 tonnes per day, or 43.8 million tonnes per annum. Annual mine production of mill feed and waste will peak at 80.1 Mt/a with a life-of-mine stripping ratio of 0.40:1 including preproduction (0.32 during the first 10 years of operation, and 0.22 over the first 16 years of operation). Ultimate pit quantities with corresponding DTR nickel grades are shown in Table 7.
Table 7 – Ultimate Design Pit Quantities
| Material Classification | Tonnage (Mt) | Grade (% DTR Ni) |
| Indicated | 1,326 | 0.124% |
| Inferred | 177 | 0.102% |
| Total for processing | 1,503 | 0.121% |
| Waste rock | 540 | |
| Overburden | 55 | |
| Total waste | 596 | |
| Total material mined | 2,098 | |
| Stripping ratio (LOM) | 0.40 :1 |
Note: Mineral resources are not mineral reserves and do not have demonstrated economic viability
Pit phasing (Phases 1 through 3) was developed to maximize grade early in the mine life, with a starter pit being developed at the beginning of Phase 1 to target a shallow higher-grade zone of nickel mineralization. A production schedule showing tonnage and grade by mining phase is presented in Table 8.
Table 8 – Mining Schedule by Phase
| Material Classification | Tonnage (Mt) | Grade (% DTR Ni) |
| Phase 1 (Years 1-21) | ||
| Indicated | 803 | 0.128% |
| Inferred | 42 | 0.114% |
| Total for processing – Phase 1 | 845 | 0.127% |
| Phases 2 and 3 (Years 22-35) | ||
| Indicated | 523 | 0.117% |
| Inferred | 135 | 0.099% |
| Total for processing – Phases 2 and 3 | 658 | 0.113% |
| Total for processing – LOM | 1,503 | 0.121% |
Note: Mineral resources are not mineral reserves and do not have demonstrated economic viability
Metallurgy and Mineral Processing
The metallurgical testwork for the PEA was performed at ALS in Kamloops, British Columbia and was focused on the following:
- Magnetic separation tests at a range of primary grind sizes (P80 from 57 µm to 360 µm);
- Magnetic cleaning tests to 25 µm final regrind size;
- Flotation testwork on the magnetic cleaner concentrate under various conditions and reagent additions;
- Mineralogical assessment of the head sample and some products generated in the testwork.
A conceptual mineral processing flowsheet was developed as the basis for the PEA. The process flowsheet is based on traditional grinding, magnetic separation and flotation processes. Unit operations in this flowsheet include crushing and grinding, magnetic separation, magnetic concentrate re-grinding to 25 microns (P80), further magnetic cleaning stages, followed by rougher and cleaner flotation stages to produce a final nickel concentrate grading 63% nickel.
The metallurgical testwork results indicated that at a primary grind of 300 µm, it is possible to produce a 63% nickel concentrate with a nickel recovery of 85% of the DTR nickel feed grade. In Year 22, when in-pit tailings deposition is implemented, a finer primary grind of 170 µm can be achieved through the addition of a third ball mill resulting in a DTR nickel recovery of 90%.
Subsequent to the flotation process, the 63% nickel concentrate is dewatered, filtered to a filter cake and briquetted into a final saleable ferronickel product. The flotation process also produces a magnetite-rich tailings stream which has the potential to be sold or further valorized as a saleable iron ore product. For the PEA, no by-product revenues have been recognized for the potential sale of this magnetite-rich product.
Product Marketing
Metallurgical testwork performed for the PEA Study has shown that the Baptiste Project can produce a clean, high-grade, ferronickel concentrate through a conventional mineral processing flowsheet. The FeNi concentrate, agglomerated in briquette form, constitutes the final saleable product generated by the Project for consumption by stainless steel producers. The projected product specification for the Baptiste briquettes is presented in Table 9.
Table 9: Projected Product Specification for Baptiste FeNi Briquettes
| Elements and Minerals | Content |
| Ni | 60-65% |
| Fe (total) | 30-32% |
| Awaruite (Ni3Fe alloy) | 77-83% |
| Metallic Fe in awaruite | 19-21% |
| Magnetite (Fe3O4) | 13-18% |
| Co | 1% typical |
| Cu | 0.7% typical |
| P | 0.02% typical |
| S | 0.6% typical |
| MgO | 1% typical |
| SiO2 | 1.5% typical |
| Cr2O3 | 0.4% typical |
The selling price to be obtained from the sale of the Baptiste FeNi briquettes to stainless steel producers will generally be a function of two variables: (1) the LME nickel price and (2) a discount or premium to the LME nickel price, based on the market positioning of the Baptiste FeNi briquettes in relation to competing sources of nickel feedstock to stainless producers, including stainless steel scrap, nickel pig iron, standard FeNi and Class 1 nickel briquettes or cathode. The selling price determined by the analysis of these two components is the price used for the economic analysis performed for the PEA.
A long-term LME base nickel price assumption of $7.75 per pound is assumed in the PEA which is consistent with the average long-term nickel price of forecasts provided by six base metals analysts. In order to assess the potential payability for the Baptiste product, stated as a percentage of the LME base price, the following sources of information were considered:
- The results of the Company’s preliminary product market testing undertaken with stainless steel and ferronickel producers;
- Preliminary market feedback based on informal discussions with nickel consumers and traders, including an independent consultant to the Company and representatives of large international trading houses specializing in nickel products;
- Benchmarking with typical specifications for standard FeNi and nickel pig iron (“NPI”) products from various producers;
- Historic premium / discount data for standard FeNi.
The analysis, in consideration of the aforementioned information sources, concluded that a discount of 2% applied to the LME nickel price provides a reasonable assumption for determining the selling price to be used for the PEA.
Off-Site Infrastructure
The Decar District site access road, having a total length of 121 km, consists of an existing paved road segment and an existing forestry service road (“FSR”). A new 110-m span bridge and a new 4.5 km FSR segment will be required to access the property. Also, upgrades will be required to an existing 20-m span bridge and to 12 km of existing FSR segments.
A road-to-rail transfer facility is proposed to be constructed off-site in the vicinity of the existing CN Rail branch line. The transfer facility is to be used primarily for transloading containerized FeNi briquettes onto railcars for transport to the Prince Rupert port terminal for eventual delivery to ports in Asia. The FeNi briquettes will be loaded into containers at the mine site and trucked by the Company to the transfer facility. The Project will, on average, produce about 72,000 tonnes of FeNi briquettes annually, or an average of approximately 200 tonnes per day.
Electric power to the Project will be provided through a new hydro-electric power transmission line with a capacity of 120 MW and a transmission voltage of a single, 230 kV circuit. The proposed power transmission line is based on a tie-in point located approximately 98 km from the Project.
Tailings Management
The proposed tailings disposal strategy for the Baptiste Project is based on two phases. For Phase 1, spanning from years 1 to 21, tailings are disposed of within a conventional external tailings storage facility. The proposed external TSF is proposed to be constructed using the centerline construction method with a downstream slope of 3H:1V. It will be constructed primarily with cycloned sand tailings generated in the mineral processing plant and designed to retain tailings produced during the first 21 years of production based on the mine schedule. Geotechnical design criteria are based on regional experience as no site investigations related to the TSF structures have been completed to date.
Thereafter, tailings are proposed to be disposed within the exhausted open pit based on an in-pit disposal strategy. Upon completion of mining of the Phase 1 pit in year 21, the pit would then start being backfilled with tailings produced while processing material mined in the Phases 2 and 3 pits, starting in year 22. A pit rim dam will be required in order to accommodate the tailings produced while mining the Phase 3 pit to the end of the 35-year mine life.
Sensitivity Analysis
A sensitivity analysis was performed on a pre-tax and after-tax basis, whereby pre-production capital cost, annual operating costs and product selling price were individually varied between +/-20% to determine the impact on the Project’s IRR and NPV at an 8% discount rate. Results are presented in Table 10.
Table 10 – Sensitivity Analysis
| Sensitivity | -20% | -10% | Base Case | +10% | +20% |
| Operating Costs | |||||
| Pre-Tax | |||||
| NPV | $3,449 M | $3,188 M | $2,927 M | $2,666 M | $2,406 M |
| IRR | 24.6% | 23.6% | 22.5% | 21.5% | 20.4% |
| After-Tax | |||||
| NPV | $2,057 M | $1,889 M | $1,721 M | $1,552 M | $1,384 M |
| IRR | 19.9% | 19.1% | 18.3% | 17.4% | 16.5% |
| Capital Costs | |||||
| Pre-Tax | |||||
| NPV | $3,233 M | $3,080 M | $2,927 M | $2,774 M | $2,621 M |
| IRR | 27.2% | 24.6% | 22.5% | 20.8% | 19.2% |
| After-Tax | |||||
| NPV | $2,002 M | $1,862 M | $1,721 M | $1,579 M | $1,437 M |
| IRR | 22.4% | 20.1% | 18.3% | 16.7% | 15.3% |
| Ni Selling Price | |||||
| Pre-Tax | |||||
| NPV | $1,426 M | $2,177 M | $2,927 M | $3,678 M | $4,428 M |
| IRR | 15.7% | 19.2% | 22.5% | 25.7% | 28.6% |
| After-Tax | |||||
| NPV | $750 M | $1,237 M | $1,721 M | $2,202 M | $2,680 M |
| IRR | 12.8% | 15.6% | 18.3% | 20.7% | 23.0% |
At the LME spot nickel price of $6.86/lb. (closing price on September 7, 2020), the Project’s after-tax IRR and NPV (8% discount rate) would be 15.2% and US$1.16 billion, respectively.
Project Opportunities
Several project optimization opportunities requiring further study have been identified which may further enhance project economics, including the following:
- Electric Vehicle Battery Application: Based on batch pressure leach tests performed on a sample of Baptiste flotation concentrate, it is expected that the nickel-cobalt leach solution produced will be an ideal feedstock for the production of nickel sulphate and cobalt sulphate for the electric vehicle (“EV”) battery market. These positive test results provide the Company with an opportunity to pursue an alternative marketing route for part of its nickel production, which would allow the Company to become a player in the EV battery value chain. As the Project advances, this opportunity will need to be supported with more testwork and a validation of process economics.
- Sale of Iron Ore Concentrate: The process flowsheet developed in the PEA generates a flotation tailing with a high iron content (in the form of magnetite), which can potentially be marketable as a magnetite iron ore concentrate and generate additional financial benefit to the Project. A detailed logistics and marketability analysis to further develop this opportunity is required to incorporate the potential benefit of this product stream into the Project’s economics.
- Mineral Exploration: Assay results of outcropping bedrock samples have defined a promising drill-ready target at the Van target, which is located 6 km north of the Baptiste Deposit at similar elevations, and accessible via logging roads. These results demonstrate that the surface expression of the Van target is larger in area and similar in DTR nickel values to the Baptiste Deposit. A drill program is recommended for the Van target to test its potential to comprise a standalone deposit to complement the Baptiste Deposit.
- CO2 Sequestration: Laboratory testing by researchers from the University of British Columbia has demonstrated that the Baptiste Deposit’s mineralization can absorb significant quantities of carbon dioxide when exposed to air through a natural process of mineral carbonation. FPX is undertaking further research in collaboration with UBC to assess and advance the potential development of a low-carbon or carbon-neutral operation at Baptiste (see FPX Nickel news release dated September 1, 2020). The potential benefits of carbon sequestration have not been incorporated into the present PEA.
Webinar
The Company’s management will host a live webinar on Thursday, September 10 at 1:00 p.m. Eastern (10:00 a.m. Pacific) to provide an overview of the PEA results and to answer questions from participants. Participants can access the live webinar at the following link: https://zoom.us/j/99574244901
Notes Regarding the PEA
The PEA was produced by a team of independent consultants who possess extensive expertise in their respective fields. Further details on the contributors can be found in the Qualified Persons section of this news release.
The effective date of the 2020 PEA is September 9, 2020 and a technical report relating to the PEA will be filed on SEDAR within 45 days of this news release.
Notes Regarding Figure 1
Information in Figure 1 regarding the mine life and payback period of global nickel projects is taken from company reports and economic studies, as shown in Table 11 below.
Table 11 – Mine Life and Payback for Selected Nickel Project Economic Studies
| Project (Country) | Mine Life (Years) | After-Tax Payback (Years) | Ratio of Mine Life to Payback (After-Tax) | Company Report |
| Baptiste (Canada) | 35 | 4.0 | 8.8 | FPX Nickel Corp. news release, September 9, 2020 |
| Araguaia (Brazil) | 28 | 4.2 | 6.7 | Horizonte Minerals Plc news release, October 29, 2018 |
| Sunrise (Australia) | 25 | 4.3 | 5.8 | Clean TeQ Holdings Limited news release, June 25, 2018 |
| Eagle’s Nest (Canada) | 10 | 2 | 5.1 | Noront Resources Ltd. news release, September 5, 2012 |
| Kun-Manie (Russia) | 15 | 3 | 5 | Amur Minerals Corporation news release, February 26, 2019 |
| Goongarrie (Australia) | 25 | 5.1 | 4.9 | Ardea Resources Limited news release, July 24, 2018 |
| West Musgrave (Australia) | 26 | 6 | 4.3 | Oz Minerals Limited news release, February 12, 2020 |
| Dumont (Canada) | 30 | 8 | 3.8 | RNC Minerals news release, May 30, 2019 |
| Turnagain (Canada) | 27 | 7 | 3.7 | Hard Creek Nickel Corporation news release, October 20, 2011 |
| Sconi (Australia) | 18 | 5.2 | 3.5 | Australian Mines Limited news release, November 20, 2018 |
| Tamarack (USA) | 7.5 | 2.5 | 3.0 | Talon Metals Corp. news release dated March 5, 2020 |
Qualified Persons
The scientific and technical information contained in this news release pertaining to the Project has been reviewed, verified and approved by the following Qualified Persons as defined by NI 43-101: Angelo Grandillo, P. Eng. of BBA Inc., Gordon Chen, P. Eng. of Stantec Inc., Sean Ennis, P. Eng. of Stantec Inc., Jeff Austin, P. Eng. of IME Inc., Ronald G. Simpson, P. Geo. of GeoSim Services Inc., and Ronald Voordouw, P. Geo. of Equity Exploration Consultants Ltd. (who has also verified the sampling, analytical, and test data underlying the disclosed Mineral Resource estimate). All of the above-noted Qualified Persons are independent of FPX Nickel. Dr. Peter Bradshaw, P. Eng., FPX Nickel’s Qualified Person under NI 43-101, is responsible for the other technical information (information not directly related to the PEA) in this news release.
About the Decar Nickel District
The Company’s Decar Nickel District claims cover 245 square kilometres of the Mount Sidney Williams ultramafic/ophiolite complex, 90 km northwest of Fort St. James in central British Columbia. The District is a two-hour drive from Fort St. James on a high-speed logging road.
Decar hosts a greenfield discovery of nickel mineralization in the form of a naturally occurring nickel-iron alloy called awaruite, which is amenable to bulk-tonnage, open-pit mining. Awaruite mineralization has been identified in four target areas within this ophiolite complex, being the Baptiste Deposit, the B target, the Sid target and Van target, as confirmed by drilling in the first three plus petrographic examination, electron probe analyses and outcrop sampling on all four. Since 2010, approximately $25 million has been spent on the exploration and development of Decar.
Of the four targets in the Decar Nickel District, the Baptiste Deposit has been the main focus of diamond drilling since 2010, with a total of 82 holes and over 31,000 metres of drilling completed. The Sid target was tested with two holes in 2010 and the B target had a single hole drilled into it in 2011; all three holes intersected nickel-iron alloy mineralization over wide intervals with DTR nickel grades comparable to the Baptiste Deposit. The Van target was not drill-tested at that time as rock exposure was very poor prior to logging activity by forestry companies.
As reported in the current NI 43-101 resource estimate, having an effective date of September 9, 2020, the Baptiste Deposit contains 1.996 billion tonnes of indicated resources at an average grade of 0.122% DTR nickel, thus equating to 2.4 million tonnes of nickel, and 593 million tonnes of inferred resources with an average grade of 0.114% DTR nickel, containing 0.7 million tonnes of nickel, reported at a cut-off grade of 0.06% DTR nickel. Mineral resources are not mineral reserves and do not have demonstrated economic viability.
About FPX Nickel Corp.
FPX Nickel Corp. is focused on the exploration and development of the Decar Nickel District, located in central British Columbia, and other occurrences of the same unique style of naturally occurring nickel-iron alloy mineralization known as awaruite. For more information, please view the Company’s website at www.fpxnickel.com or contact Martin Turenne, President and CEO, at (604) 681-8600 or at ceo@fpxnickel.com.
On behalf of FPX Nickel Corp.
“Martin Turenne”
Martin Turenne, President, CEO and Director
Forward-Looking Statements
Certain of the statements made and information contained herein is considered “forward-looking information” within the meaning of applicable Canadian securities laws. These statements address future events and conditions and so involve inherent risks and uncertainties, as disclosed in the Company’s periodic filings with Canadian securities regulators. Actual results could differ from those currently projected. The Company does not assume the obligation to update any forward-looking statement.
Neither the TSX Venture Exchange nor its Regulation Services Provider accepts responsibility for the adequacy or accuracy of this release.
Click here to connect with FPX NIckel Corp (TSXV:FPX) for an Investor Presentation




