The Conversation (0)
Overview
ChemX Materials (ASX:CMX) is a critical materials company developing innovative processing technology to produce high purity alumina for advanced technology and clean energy applications.
ChemX Materials’ 100 percent owned, Australian patented HiPurA® process technology offers a low cost and energy intensity production method to produce high purity alumina (HPA).
HPA is used in advanced technology and clean energy applications including lithium-ion batteries, LEDs, semiconductors and synthetic sapphires. Synthetic sapphires are critical in the production of applications such as smart watches, iPhones and laptop screens.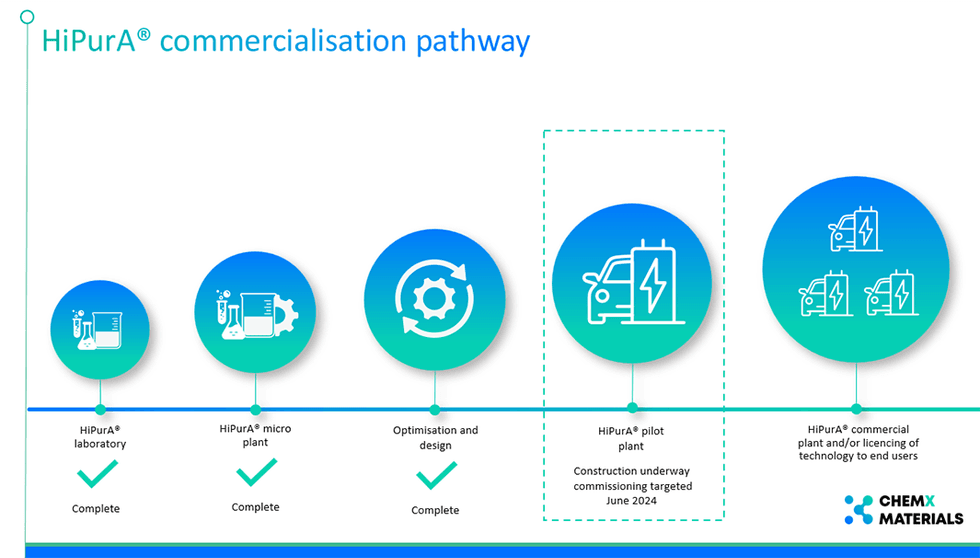
Get access to more exclusive Rare Earth Investing Stock profiles here